
The clock casing
The casings are cast at the foundry using the 'green sand' technique, using different grades of aluminium alloy depending on the finish required, typically LM4 and LM25.
They are cast much thicker than they need to be, about 12 mm, to contribute to the sense of solidity and gravity. And to ensure they are completely indestructible.



The stainless steel frame
The primary structural backbone of the clock is laser-cut out of 6 mm hot rolled stainless steel. The upright section is welded to the horizontal oval shaped section, also 6 mm stainless, that forms the lower part of the base. This gives the whole framework absolute rigidity and allows us to attach the rest of the components to this, making for a very clean and robust architecture.
Other parts are also laser-cut out of stainless steel; for example, the rear electric compartment covers are also 6 mm thick, and the motor assembly plates which are 2 mm thick. All parts are then hand polished using a combination of orbital sanding discs and polishing mops to obtain a high shine layered on top of faint randomised semi-circular markings that we feel, together with softened edges, gives a depth and sense of character and timelessness.



The concrete base
The pattern for base is hand-carved from MDF which is then sealed and smoothed with a few layers of two-pack polyester spray filler. This is then used to make the mould using a hot vinyl technique although we are now moving to a cold-pour polyurethane approach for greater accuracy.
The concrete itself is made from a mix of Portland cement, white silica sand, pigment, reinforcing glass fibres and water. Other additives are also used depending on the desired final result. This mix is pressed into the mould, vibrated to remove all bubbles, and then left to cure for one week. After careful removal from the mould the new base is then left for a further three weeks before dressing and polishing using diamond pads.



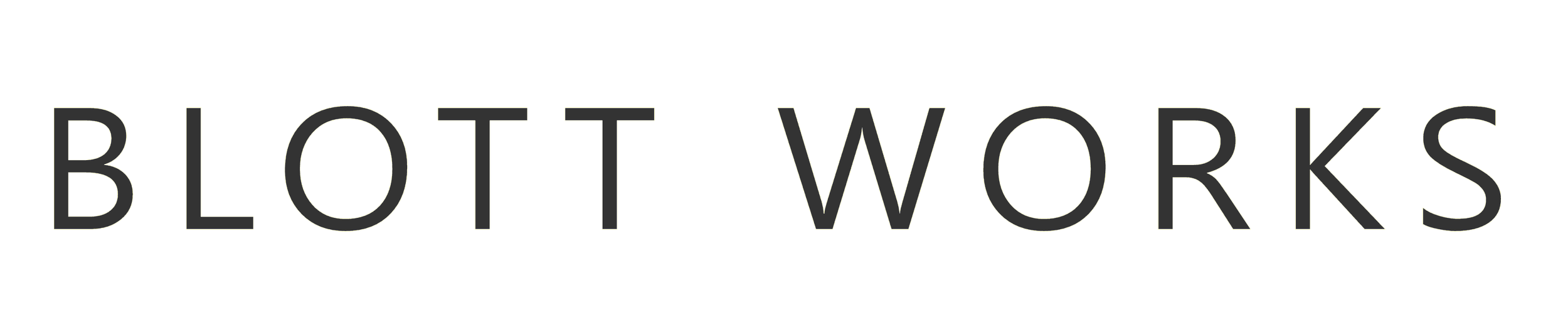
The gears, sprocket and chain
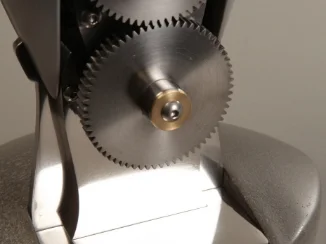
All our gears are 1-MOD stainless steel, although we do sometimes use brass for the main gears at the back for aesthetic reasons. Likewise, the sprocket and chain are also stainless steel. All these components are manufactured to very close tolerances and are designed for high speed, high load and long life situations: as they only deal with very low loads and VERY low speeds on our clock, we can confidently say that they will last for many generations!
Note: the rear gears on Pebble rotate at approximately four revolutions per hour, and the chain takes seventy five minutes to move right around the clock - you have to watch very closely to see any of this moving.
High specification 'sprag' clutches, roller bearings and bushes are used throughout, with a load-limiting friction clutch on the upper rear gear to ensure absolute safety.


The electric components
The clock hands are driven by a high specification clock mechanism, supplied by Good Directions Ltd who are based in Hampshire, and comprises a synchronous electric motor, made by Rotalink, and a very robust and high tolerance brass gear box. This assembly is designed for large public clocks and can move clock hands of up to two or three feet radius, so our clock is well within its capabilities. The motor is synced to mains frequency and so keeps time perfectly.
The sprocket, chain and chime assembly are driven by a second, independent electric motor, made by Cruzet, and integral gearbox. Likewise this assembly is designed for much greater loads that we ask of it.


To see a video of Morrison giving a talk at the Wuthering Bytes Technology Festival in 2014 about the early days of BLOTT WORKS and the design of Pebble clock click here.